










































































































































У кошику порожньо!
Каталог товарів
У кошику порожньо!

Чавунні зірочки використовуються при малих окружних швидкостях (до 2 м / с) і невеликих переданих навантаженнях, сталеві - при високих швидкостях і великих навантаженнях. Технологія виготовлення зірочки залежить від матеріалу і що пред'являються до деталі технічних вимог. Зірочки з чавуну зазвичай відливаються з готовими зубами, і обробці піддаються тільки отвір в ступиці і торці маточини.
Матеріал зірочок вибирають в залежності від призначення і конструкції ланцюгової передачі. Для виготовлення провідних зірочок з малим числом зубів (Z & lt; 30) невідповідального призначення застосовують сталь 20 (цементація, гарт, відпустка); відповідального призначення - сталь 40, 50 (гарт, відпустка); при підвищених переданих навантаженнях сталь 40Х, 45Х, 45ХН (гарт, відпустка). Для ведених зірочок великих діаметрів з великим числом зубів (Z & gt; 50), крім перерахованих матеріалів, може бути застосований сірий чавун СЧ15, СЧ20, СЧ35 і ін.

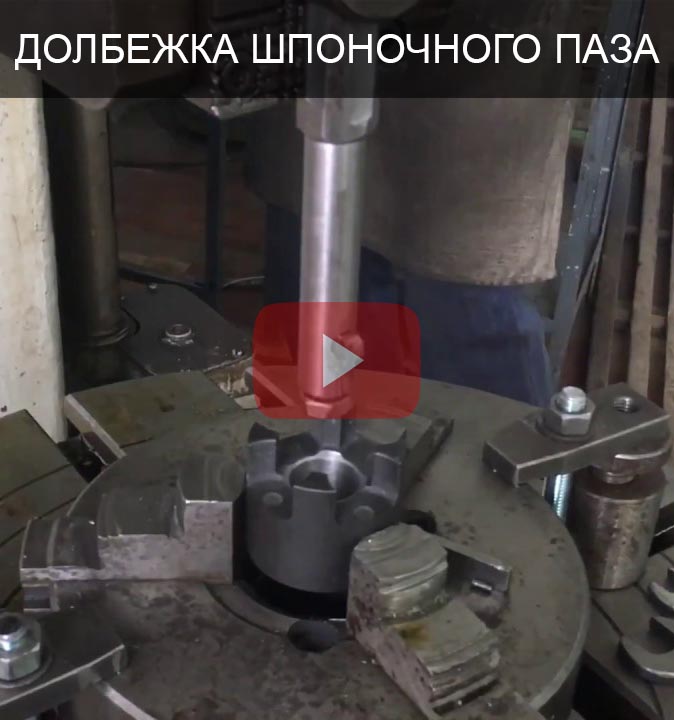
У сталевих зірочок зуби фрезеруються або накочуються. Гаряче накочення зубів зірочок знаходить все більш широке застосування. При цьому методі економиться 15-30% металу, трудомісткість процесу зменшується в 2-5 разів, втомна міцність вище на 15-20%, міцність при вигині - на 20-40%.
Коли зірочка виготовляється із сталевого листа товщиною до 6 мм, то вся вона, включаючи зуби, може бути вирубана з листа методом холодного штампування.

Зуби зірочки можна нарізати за принципом копіювання профілю інструменту (дискової фасонної фрези) або за принципом обкатки за допомогою черв'ячної фрези, профіль якої розраховується в кожному окремому випадку.
Для підвищення зносостійкості зубів в умовах інтенсивного абразивного зношування зірочки піддаються термічній обробці - загартуванню, що підвищує твердість зубців до 55-60 HRC.

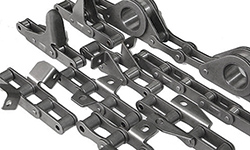
Типова ознака зносу зубців зірочки - просідання приводний ланцюга на зубах зірочки. Як тільки це буде помічено, приводную зірочку необхідно замінити. Замінюючи приводний ланцюг, необхідно замінити також зірочки, тому що при роботі на зношеної зірочці нова приводний ланцюг може піддаватися прискореного зносу. Переважно приймати непарні числа зубів зірочок ланцюгових, що в поєднанні з парним числом ланок ланцюга сприяє більш рівномірному її зношування. Також для збільшення довговічності ланцюгової передачі приймають по можливості більше число зубів меншою зірочки. При малому числі зубів в зачепленні знаходиться невелике число ланок, що знижує плавність передачі і збільшує зношування ланцюга через велику кута повороту шарніра.
Однак при витягуванні ланцюг прагне піднятися за профілем зубів, причому тим більше, чим число зубів зірочки. При досить великому числі зубців навіть у мало зношеної ланцюга в результаті радіального сповзання за профілем зубів ланцюг зіскакує із зірочки.
Тому максимальне число зубів зірочки обмежена: для втулкової ланцюга z менше 90, для роликового z менше 120 зубів.