










































































































































Ваша корзина пуста!
Каталог товаров
Ваша корзина пуста!

Чугунные звездочки используются при малых окружных скоростях (до 2 м/с) и небольших передаваемых нагрузках, стальные – при высоких скоростях и больших нагрузках. Технология изготовления звездочки зависит от материала и предъявляемых к детали технических требований. Звездочки из чугуна обычно отливаются с готовыми зубьями, и обработке подвергаются только отверстие в ступице и торцы ступицы.
Материал звездочек выбирают в зависимости от назначения и конструкции цепной передачи. Для изготовления ведущих звездочек с малым числом зубьев (Z<30) неответственного назначения применяют сталь 20 (цементация, закалка, отпуск); ответственного назначения - сталь 40, 50 (закалка, отпуск); при повышенных передаваемых нагрузках сталь 40Х, 45Х, 45ХН (закалка, отпуск). Для ведомых звездочек больших диаметров с большим числом зубьев (Z>50), кроме перечисленных материалов, может быть применен серый чугун СЧ15, СЧ20, СЧ35 и др.

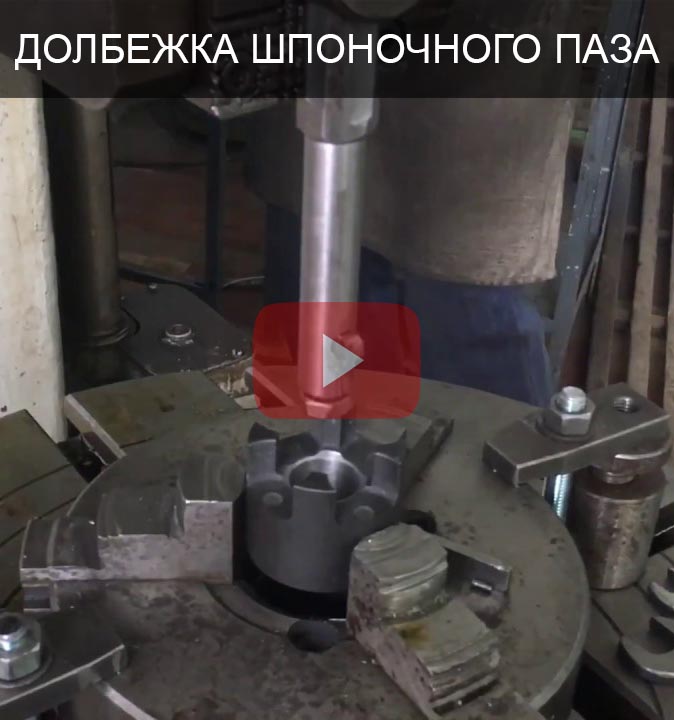
У стальных звездочек зубья фрезеруются или накатываются. Горячее накатывание зубьев звездочек находит все более широкое применение. При этом методе экономится 15-30% металла, трудоемкость процесса уменьшается в 2-5 раз, усталостная прочность выше на 15-20%, прочность при изгибе - на 20-40%.
Когда звездочка изготовляется из стального листа толщиной до 6 мм, то вся она, включая зубья, может быть вырублена из листа методом холодной штамповки.

Зубья звездочки можно нарезать по принципу копирования профиля инструмента (дисковой фасонной фрезы) или по принципу обкатки с помощью червячной фрезы, профиль которой рассчитывается в каждом отдельном случае.
Для повышения износостойкости зубьев в условиях интенсивного абразивного изнашивания звездочки подвергаются термической обработке - закалке, что повышает твердость зубьев до 55-60 HRC.

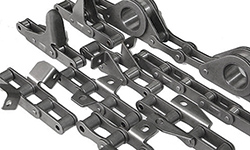
Типичный признак износа зубцов звездочки – проседание приводной цепи на зубьях звездочки. Как только это будет замечено, приводную звездочку необходимо заменить. Заменяя приводную цепь, необходимо заменить также звездочки, т.к. при работе на изношенной звездочке новая приводная цепь может подвергаться ускоренному износу. Предпочтительно принимать нечётные числа зубьев звездочек цепных, что в сочетании с четным числом звеньев цепи способствует более равномерному ее изнашиванию. Также для увеличения долговечности цепной передачи принимают по возможности большее число зубьев меньшей звездочки. При малом числе зубьев в зацеплении находится небольшое число звеньев, что снижает плавность передачи и увеличивает изнашивание цепи из-за большого угла поворота шарнира.
Однако при вытягивании цепь стремится подняться по профилю зубьев, причем тем больше, чем число зубьев звездочки. При весьма большом числе зубьев даже у мало изношенной цепи в результате радиального сползания по профилю зубьев цепь соскакивает со звездочки.
Поэтому максимальное число зубьев звездочки ограничено: для втулочной цепи z меньше 90, для роликовой z меньше 120 зубьев.